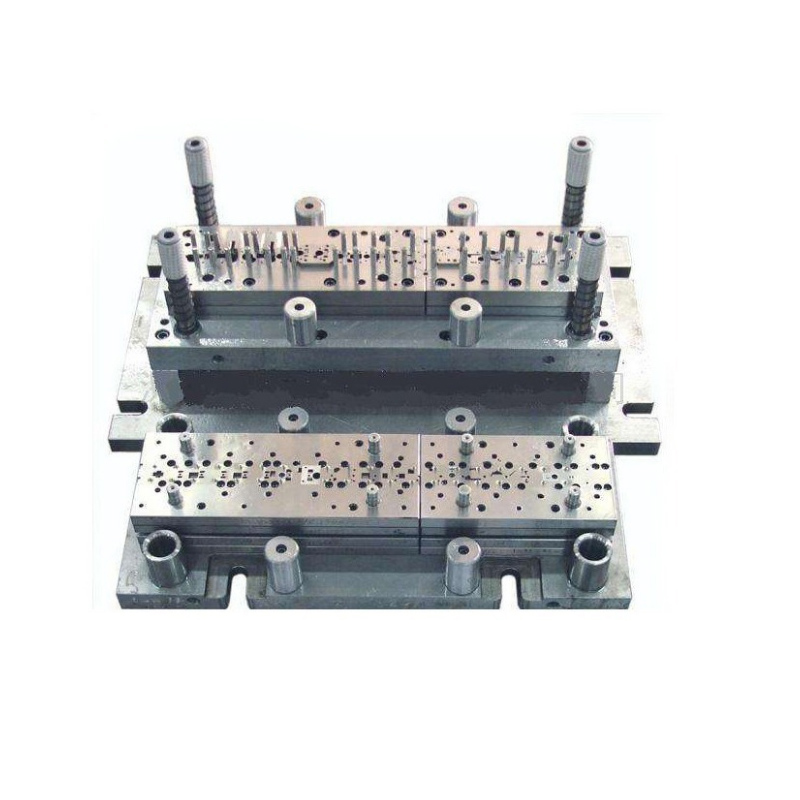
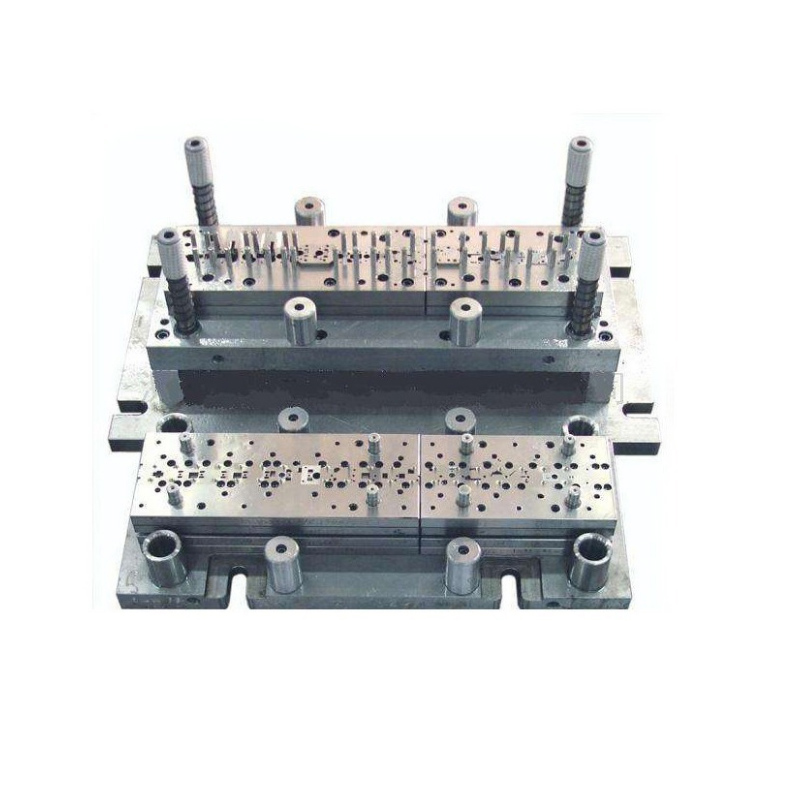
Wykrojnik progresywny to wykrojnik do tłoczenia na zimno, który wykorzystuje surowce do tłoczenia w kształcie pasków i jednocześnie wykonuje wiele procesów tłoczenia na kilku różnych stacjach na jednym wykrojniku podczas jednego suwu tłoczenia prasy. Proces ten umożliwia paskowi materiału zawsze poruszanie się w jednym kierunku. Za każdym razem, gdy wykrojnik kończy operację tłoczenia, pas przesuwa się w ustalonej odległości, aż do ukończenia produktu.
Oferujemy serię matryc progresywnych o niezawodnej jakości i konkurencyjnych cenach.
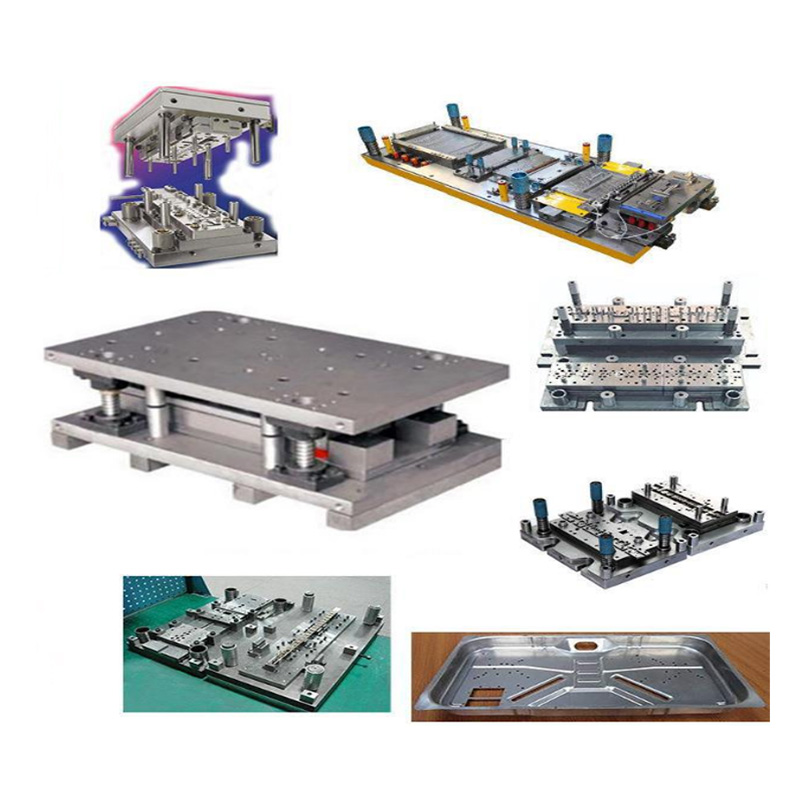
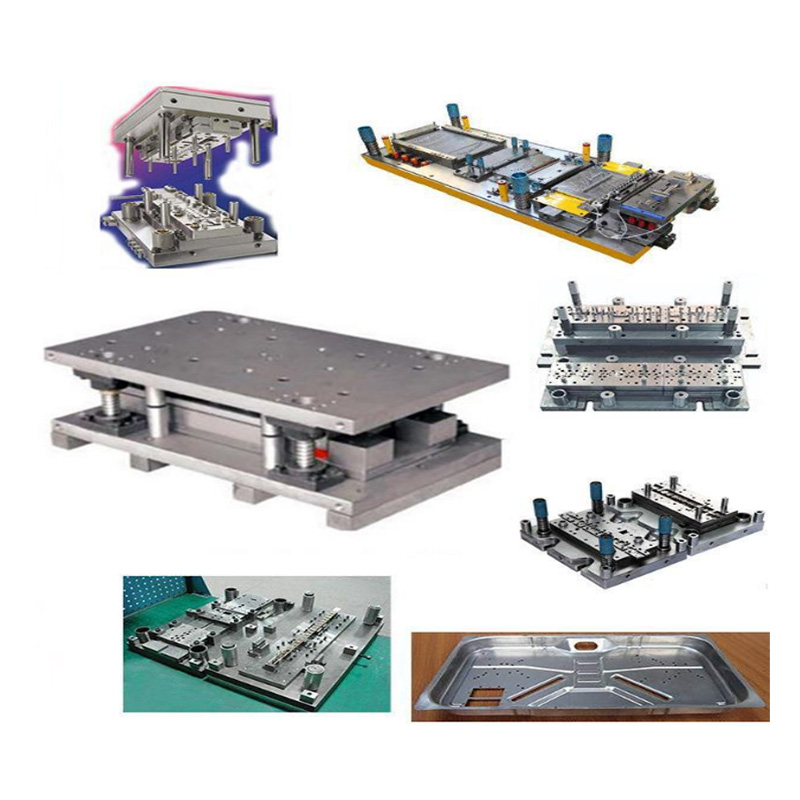
Cechy i zalety progresywnej kostki:
Wysoka wydajność produkcji:Może wykonywać wiele procesów w jednym cyklu tłoczenia, znacznie zwiększając wydajność produkcji.
Wysoka precyzja produktu:Dzięki precyzyjnej obróbce i wielokrotnej kalibracji formy można zagwarantować wysoką precyzję produktów.
Dobra stabilność procesu:Cały przebieg procesu jest standaryzowany, co zmniejsza wpływ czynnika ludzkiego i poprawia stabilność procesu.
Nadaje się do wielu branż:Szeroko stosowane w przemyśle elektronicznym, motoryzacyjnym i lotniczym.
Metody konserwacji matryc postępowych
Konserwacja matryc postępowych to drobiazgowy i ważny proces, który obejmuje prace konserwacyjne na wielu płaszczyznach, mające na celu zapewnienie długoterminowej, stabilnej pracy matryc i stabilności jakości produktu.
Konserwacja stempla i matrycy
Demontaż i kontrola: Podczas demontażu stempla należy zwrócić uwagę na sprawdzenie gładkości bloku ściągacza i matrycy, a także na to, czy luz między blokiem ściągacza a matrycą jest równomierny. Podobnie podczas wymiany matrycy należy również sprawdzić, czy luz między matrycą a stemplem jest równomierny.
Kontrola wypełnienia i długości:Aby zmniejszyć zużycie stempla, może być konieczne dodanie podkładek, aby osiągnąć wymaganą długość. W tym momencie należy sprawdzić efektywną długość stempla, aby upewnić się, że jest wystarczająca.
Środki ostrożności podczas montażu: Podczas montażu matrycy żeńskiej należy ją umieścić poziomo. Następnie należy umieścić płaski blok stalowy na powierzchni matrycy żeńskiej i delikatnie wbić go na miejsce za pomocą pręta aluminiowego. Należy unikać wciskania jej ukośnie. Dno matrycy żeńskiej powinno być zaokrąglone. Po zakończeniu montażu należy sprawdzić, czy wszystkie komponenty są prawidłowo zainstalowane i czy forma musi być mocno zaciśnięta.
Demontaż i kontrola: Podczas demontażu płyty ściągającej możesz użyć dwóch śrubokrętów, aby ją równomiernie otworzyć, a następnie wyjąć ją równomiernie ręcznie. Jeśli demontaż jest trudny, powinieneś sprawdzić, czy forma jest dokładnie wyczyszczona, czy wszystkie śruby zostały wykręcone i czy forma nie jest uszkodzona.
Montaż i konserwacja: Podczas montażu płyty zdzierającej najpierw wyczyść stempel i płytę zdzierającą, a następnie nałóż smar między kołek ustalający a prowadnicę stempla. Po ich prawidłowym umieszczeniu naciśnij je ręką kilka razy. Jeśli na płycie stałej znajdują się wióry stalowe, sprawdź, czy gniazda na płycie bocznej zdzierającej są wystarczające.
Kontrola i regulacja szczelin: Z powodu uszkodzenia rdzenia formy, otwory pozycjonujące rdzenia formy mogą powodować nadmierne lub nierówne szczeliny po montażu. Odpowiednią regulację szczeliny można przeprowadzić, sprawdzając stan przekroju poprzecznego po cięciu laserowym. Jeśli szczelina jest zbyt mała, będzie mniej przekrojów poprzecznych; jeśli szczelina jest zbyt duża, będzie więcej przekrojów poprzecznych i większe zadziory. Po regulacji należy ją jak najbardziej odnotować lub wykonać oznaczenia na krawędzi żeńskiej formy w celu przeprowadzenia późniejszych czynności konserwacyjnych.
Kontrola kołków ustalających i słupków prowadzących:Należy regularnie sprawdzać luz pasowania kołków ustalających i słupków prowadzących, a także to, czy nie występują ślady oparzeń lub uszkodzeń oraz czy smarowanie prowadnicy formy jest prawidłowe.
Codzienna kontrola:W codziennej produkcji należy zwrócić uwagę na sprawdzenie, czy dziurkarka i forma są w normalnym stanie, takim jak dostawa oleju dziurkarskiego i smarowanie części prowadzących. Kontrole przed zainstalowaniem formy na maszynie, kontrole krawędzi tnących i potwierdzenie zablokowania wszystkich części to niezbędne środki zapobiegawcze.
Dzięki powyższym środkom konserwacyjnym można skutecznie wydłużyć żywotność matrycy postępowej oraz poprawić jakość produktu i stabilność produkcji.
Specyfikacja:
| 1.Opcjonalnie Tworzywo: | Stal formierska. | |||||
| 2.Pleśń: | progresywny | |||||
| 3. Wypróbuj | Przeprowadź próbę, aby upewnić się, że działa prawidłowo. | |||||
| 4. Gwarancja jakości: | na podstawie ilości zamówienia i żywotności matrycy. | |||||
Jeśli potrzebujesz matryc progresywnych, matryc do tłoczenia progresywnego, skontaktuj się z nami, zapewnimy Ci najlepsze ceny i dobrą jakość matryc do tłoczenia metalu.









